Содержание
- 1 Хонингование цилиндров: что это такое, для чего нужна хонинговка и расточка (видео). хон или зеркало? как сделать хонинговку своими руками? инструмент и приспособление
- 1.1 Цель нанесения
- 1.2 Технология обработки
- 1.3 Тонкости процесса
- 1.4 Инструмент для хонингования
- 1.5 Целесообразность ремонта своими руками
- 1.6 Хон или зеркало?
- 1.7 Как правильно делается хонингование цилиндров двигателя
- 1.8 Что лучше, хонингование или шлифовка цилиндров мотора
- 1.9 Как правильно наносить хон на стенки цилиндров
- 2 Как правильно делается хонингование цилиндров двигателя
- 3 Технология хонингования цилиндров
- 4 Хонингование цилиндров: что это такое? — Автосервис
- 4.1 Описание процесса хонингования и его виды
- 4.2 Главные плюсы
- 4.3 Этапы хонингования
- 4.4 Используемое оборудование и материалы
- 4.5 Хонинговальные станки
- 4.6 Хонинговальные бруски
- 4.7 Как обрабатывают отверстия не круглой формы
- 4.8 Хонингование в домашних условиях
- 4.9 Хонингование цилиндров двигателя. Что это и зачем его делают?
- 4.10 В чём суть хонингования цилиндров
Хонингование цилиндров: что это такое, для чего нужна хонинговка и расточка (видео). хон или зеркало? как сделать хонинговку своими руками? инструмент и приспособление

Хонингование цилиндров, наряду с расточкой, являются неотъемлемыми атрибутами капитального ремонта двигателя. Рассмотрим, что такое хонингование, как осуществляется финальная обработка гильз, цилиндров, втулок и какой нужен инструмент, приспособление для ремонта своими руками. Ответим на вопрос, что лучше: зеркало или хон?
Цель нанесения
Причины хонингования цилиндров:
- приближение к идеальной геометрической форме гильз, цилиндров, втулок. Ввиду погрешности даже самого качественно расточного инструмента, после расточки цилиндр может иметь слегка бочкообразную, конусоподобную форму. Всяческое изменение формы цилиндра от идеальной геометрии круга и смещение оси отверстия в блоке цилиндров двигателя ведет к снижению компрессии и уменьшению ресурса цилиндропоршневой группы;
- точность обработки поверхности хоном значительно выше, чем в случае обработки расточным и шлифовальным инструментом. Такая особенность позволяет получить необходимый класс чистоты поверхности и добиться лучшего прилегания поршневых колец к стенкам цилиндра;
- получение необходимой структуры шероховатости. Правильная насечка позволяется удерживать на стенках цилиндров моторное масло, предотвращающее сухое трение трущихся пар и, как следствие, ускоренный износ деталей ЦПГ. Также упорядоченная шероховатость предотвращает сильный износ деталей, когда по определенным причинам возникает непродолжительное сухое соприкосновение трущихся пар.
Технология обработки
Суть процесса хонингования заключается в равномерном снятии микронных слоев металла. Для этого используется специальный инструмент – хон. Рабочая поверхность хонинговальной головки касается внутренней части обрабатываемой поверхности по траектории, совмещающей вращательные и возвратно-поступательные движения.
Обработка производится с применением специальной смазочно-охлаждающей жидкости, в качестве которой может быть использован керосин либо рабочая жидкость на основе водно-масляных эмульсий (применяется при обработке изделий с высокими требованиями к качеству покрытия).
В процессе хонингования крайне важно обеспечить равномерное давление шлифующей кромки, так как только в таком случае удастся получить равномерную глубину риски и около идеальную геометрическую форму внутренней поверхности цилиндра. Для исключений возможной неравномерной обработки, шток задает хону небольшие круговые колебания вокруг своей оси.
Тонкости процесса
- не должны иметь рваных, острых кромок;
- отсутствуют деформированные участки;
- глубина, ширина должны быть однородными.
Инструмент для хонингования
Для хонингования цилиндров своими руками используется 2 вида любительского инструмента:
- гибкие хонинговальные щетки (бутылочный ершик). Приспособление представляет собой насадку для ручной дрели или шуруповерта, на конце которой находится хонинговальный «ершик». В качестве абразивных материалов используются шлифовальные камни, закрепленные на пружинящих ножках;
- 3-лапые приспособления для ручной хонинговки. В качестве абразивных материалов используются шлифовальные камни. Шток инструмента можно зафиксировать в патроне шуруповерта либо дрели.
Целесообразность ремонта своими руками
К самостоятельному хонингованию цилиндров стоит прибегать только в том случае, если нет возможности воспользоваться станочной обработкой. При хонинговке своими руками невозможно создать упорядоченную шероховатость.
Не только амплитуда и характер движений будут зависеть от положения дрели, но и усилие нажима камней на стенки цилиндра, гильзы. Разумеется, что ни о каком доведении формы до геометрических идеалов и речи идти не может.
Если вы все-таки решили произвести хонингование цилиндров своими руками, использовать лучше 3-лапые приспособления.
Хон или зеркало?
Зеркальную поверхность цилиндра от хона отличает лишь класс чистоты обработки поверхности. Поверья о том, что хон разрушает поршневые кольца, а поэтому для долгой работы двигателя стенки нужно шлифовать в «зеркало», возникли лишь от несоблюдения технологии правильного хонингования.
Чтобы раз и навсегда положить конец спорам о хоне и зеркале, узнать, что такое хонингования и как оно правильно осуществляется, рекомендуем ознакомиться с видео.
Как правильно делается хонингование цилиндров двигателя
Хонингование цилиндров (нанесение хона, хонинговка цилиндров) — абразивная обработка поверхностей при помощи хонов (хонинговальных головок). Под такими головками следует понимать головку специнструмента, на которой закреплены абразивные бруски.
Хонинговка зачастую применяется для того, чтобы произвести обработку внутренних цилиндрических отверстий. Процесс хонингования предполагает сочетание вращательных и возвратно-поступательных движений хона с закрепленными раздвижными абразивными брусками.
Также хонингование сопровождается постоянным нанесением на обрабатываемую поверхность специальной жидкости для смазки и охлаждения.
Финальный хон на стенках цилиндров представляет собой своеобразную шершавую сетку, которая способствует удержанию необходимого количества моторного масла на стенках цилиндров и позволяет улучшить приработку и смазку трущихся деталей. Данная процедура направлена на обеспечение качественной приработки деталей ЦПГ (в частности, поршневых колец и стенок цилиндров).
Также хонинговка способна увеличить ресурс двигателя после сборки, повысить эффективность работы системы смазки двигателя. В последнем случае хон на стенках цилиндров позволяет стабильно удерживать смазку, в результате чего образуется достаточная по толщине масляная пленка, улучшается смазывание и охлаждение нагруженных деталей, минимизируются потери на трение.
Читайте в этой статье
Что лучше, хонингование или шлифовка цилиндров мотора
Любой мотор в процессе эксплуатации подвержен износу. Цилиндры двигателя постепенно меняют свою первоначальную форму, становясь эллипсовидными, овальными, приобретают форму конуса и т.д. На стенках цилиндров появляются задиры, царапины, в отдельных случаях трещины и другие дефекты. Для нормальной эксплуатации таким моторам необходим капитальный ремонт.
Также во время ремонта хонинговать можно другие внутренние цилиндрические поверхности.
Речь идет о втулках верхней головки шатуна, отверстиях нижней головки шатуна, втулках коромысел клапанного механизма, постели коленвала и других отверстиях.
Хонингование цилиндра выгодно отличается от других способов притирки, таких как полировка или притирка стенок цилиндров. Начнем с того, что часто встречающимся понятием применительно к ремонту ДВС является так называемое зеркало цилиндра.
Указанное «зеркало» понимается как абсолютно гладкая поверхность стенок цилиндра двигателя. Такая гладкая поверхность создается в результате шлифования (шлифовки) стенок цилиндра перед сборкой мотора после проведения ремонта. Также зеркало цилиндра набивается (натирается) в процессе дальнейшей эксплуатации двигателя.
Другими словами, зеркало на стенках цилиндра создается в результате контакта стенок с поршневыми кольцами. По этой причине многие представители «гаражного» ремонта игнорируют процедуру нанесения хона.
Основанием для этого является мнение о том, что хон все равно сотрется через несколько тысяч километров пробега, а на стенках цилиндров набьется зеркало. Стоит отметить, что в ряде случаев после нанесения хонинговочной (хонинговальной) сетки на стенки цилиндров рекомендована скорая замена поршневых колец.
Данный факт является еще одной причиной, по которой «гаражные» мастера не стремятся выполнять процедуру хонингования и склоняются к шлифовке цилиндра для немедленного получения зеркала.
Теперь о хоне. Хонингование представляет собой тщательную обработку поверхности цилиндра при помощи специнструмента. Результатом профессиональной хонинговки мотора становится быстрая и качественная приработка поршневых колец, более высокая компрессия, уменьшение износа деталей, увеличение моторесурса и т.д.
Параллельно с этим после нанесения хона снижается расход моторного масла на угар, камера сгорания становится более герметичной, что минимизирует прорыв картерных газов и их попадание в картер двигателя.
Давайте рассмотрим данный процесс и ответим на вопрос, что такое хонингование цилиндра и зачем необходимо наносить хон.
Как правильно подбирать поршневые кольца. Правильный подбор колец по размерам и материалам изготовления, как выбрать оригинальные кольца. Полезные советы.
Как правильно наносить хон на стенки цилиндров
Начнем с того, что процесс правильного хонингования в заводских условиях является достаточно сложным. Об этом мы поговорим немного позже. Что касается ремонта ДВС в автосервисах или специализированных мастерских, хонинговка цилиндров происходит в два основных этапа:
- начальная обработка при помощи закрепленных на хонголовке брусков с крупным абразивом;
- финальное хонингование, которое предполагает финишную обработку цилиндра мелкозернистым абразивом. Такой абразив позволяет добиться высокоточной обработки поверхностей;
Полным окончанием процесса хонингования цилиндров является мойка блока цилиндров (БЦ) для удаления металлической стружки, а также остатков полировочных паст. Далее в процессе сборки двигателя можно рассчитывать на правильную посадку поршневых колец, быструю притирку и качественную герметизацию камеры сгорания.
Добавим, что абразив для хонингования цилиндров представляет собой как керамические, так и алмазные бруски.
Керамический брусок имеет определенные преимущества перед алмазными абразивами, так как так4ой хонбрусок более долговечен, что в итоге определяет меньшую стоимость керамического хонингования по сравнению с алмазными решениями.
Теперь поговорим о профессиональном хонинговании, которое предполагает наличие дорогостоящего сложного оборудования. Такое хонингование применяется во время изготовления новых ДВС, а также для восстановления двигателей в условиях, максимально приближенных к заводским.
Хонингование следует понимать как создание на стенке цилиндра не просто хаотичной сетки, а определенного микропрофиля на поверхности. Другими словами, хон в цилиндре является совокупностью рисок, которые пересекаются между собой. Также большую роль играет глубина указанных рисок, их расположение по отношению друг к другу.
От данных факторов напрямую зависит компрессия в цилиндрах, мощность двигателя, расход топлива и моторного масла на угар, а также ресурс всей ЦПГ и самого двигателя.
Такой угол называется углом хонингования. Также имеется зависимость от типа абразива и его зернистости, что влияет на финальное качество и структуру хона. От вида хонбруска зависит степень шероховатости поверхности, глубина и сами размеры наносимых рисок.
Весь процесс нанесения хонинговки разделяется на начальный и финишный. На каждом этапе используются разные бруски. Точный контроль шероховатости поверхности становится возможным благодаря последующей визуализации диаграмм микропрофиля хона.
Угол хонингования задается посредством использования специальных шаблонов-пленок.
- Для формирования поверхности на начальном этапе хонингования, которая достаточно грубая, имеет глубокие риски и повышенную шероховатость, потребуется использование абразива с крупным зерном. Для этого применяются алмазные хонбруски, которые выполнены на медной основе. Весь процесс чернового хонингования сопровождается обильной подачей смазочно-охлаждающей жидкости. Это необходимо для эффективного удаления из области нанесения хона механических частиц, остатков абразива и т.д.
- После алмазного хонингования грубая поверхность не позволяет сразу начать монтаж остальных элементов ДВС, так как кольца и поршень в таком цилиндре работать не смогут. Иногда алмазное хонингование является альтернативным силовым способом расточки цилиндров двигателя. Затем грубая поверхность снова проходит обработку абразивом с меньшим зерном. Такая обработка позволяет добиться формирования нового микропрофиля на стенках цилиндров. Завершающим этапом процесса хонингования является повторная обработка мелкозернистым абразивом, что позволяет добиться планового ремонтного размера цилиндра.
- По окончании завершения формирования «чистовой» поверхности дополнительно проводится так называемое дополнительное хонинговое крацевание. Данная процедура не направлена на дальнейшую расточку цилиндра, главной задачей является очистка полученного ранее микропрофиля от остатков хонинговальных абразивов. Также крацевание чугунного цилиндра позволяет открыть графитовые зерна. Применительно к чугуну это позволяет дополнительно снизить трение и уменьшить механические потери, а также замедлить износ. Для крацевания применяются щётки, в основе которых лежат нейлоновые нити, а также присутствуют кремниевые кристаллы.
Источник: https://korrekt29.ru/tyuning/honingovanie-tsilindrov-chto-eto-takoe-dlya-chego-nuzhna-honingovka-i-rastochka-video-hon-ili-zerkalo-kak-sdelat-honingovku-svoimi-rukami-instrument-i-prisposoblenie.html
Как правильно делается хонингование цилиндров двигателя

Хонингование цилиндров (нанесение хона, хонинговка цилиндров) — абразивная обработка поверхностей при помощи хонов (хонинговальных головок). Под такими головками следует понимать головку специнструмента, на которой закреплены абразивные бруски. Хонинговка зачастую применяется для того, чтобы произвести обработку внутренних цилиндрических отверстий. Процесс хонингования предполагает сочетание вращательных и возвратно-поступательных движений хона с закрепленными раздвижными абразивными брусками. Также хонингование сопровождается постоянным нанесением на обрабатываемую поверхность специальной жидкости для смазки и охлаждения.
Рекомендуем также прочитать статью о том, как правильно подбирать поршневые кольца. Из этой статьи вы узнаете об особенностях подбора ремонтных поршневых колец по размеру и другим параметрам.
Финальный хон на стенках цилиндров представляет собой своеобразную шершавую сетку, которая способствует удержанию необходимого количества моторного масла на стенках цилиндров и позволяет улучшить приработку и смазку трущихся деталей. Данная процедура направлена на обеспечение качественной приработки деталей ЦПГ (в частности, поршневых колец и стенок цилиндров).
Также хонинговка способна увеличить ресурс двигателя после сборки, повысить эффективность работы системы смазки двигателя. В последнем случае хон на стенках цилиндров позволяет стабильно удерживать смазку, в результате чего образуется достаточная по толщине масляная пленка, улучшается смазывание и охлаждение нагруженных деталей, минимизируются потери на трение.
Технология хонингования цилиндров

Хонингование цилиндров, наряду с расточкой, являются неотъемлемыми атрибутами капитального ремонта двигателя. Рассмотрим, что такое хонингование, как осуществляется финальная обработка гильз, цилиндров, втулок и какой нужен инструмент, приспособление для ремонта своими руками. Ответим на вопрос, что лучше: зеркало или хон?
Хонингование цилиндров: что это такое? — Автосервис
Хонингование – это процесс обработки поверхности металла с использованием алмазной крошки. Основное применение оно нашло для шлифовки конусных и цилиндрических деталей. Данная операция удобна при изготовлении отверстий.
Получаемая величина шероховатости поверхности соответствует уровню чистовой токарной зачистки или шлифовке крупнозернистым абразивным кругом. Только методом хонингования можно добиться нужного результата при работе с блоком цилиндров.
В местах сопряжения деталей должна находиться смазка, которая удерживается специально нанесенной хонинговальной сеткой.
Используемый хонинговальный инструмент называется хоном. Это бруски или камни, которые размещаются по периметру основания. В процессе работы они стираются, поэтому конструкция обоймы предусматривает возможность их замены.
Для процесса хонингования используются специальные станки. Это приспособления с горизонтальным или вертикальным расположением в пространстве шпинделя. Каждый из них имеет свое назначение в зависимости от проводимой работы. Хонинговальное оборудование специализировано под узкий профиль. Изготовление универсальных станков отошло в прошлое.
Описание процесса хонингования и его виды
В процессе хонингования происходит абразивное воздействие на поверхность обрабатываемой детали. Целью является получение нужной шероховатости поверхности и достижение необходимой точности размеров с помощью хонинговального инструмента.
В этом качестве выступает алмазный брусок. Часто алмазная крошка располагается на керамической связке. Керамическое хонингование находит применение наряду с бакелитовым.
У полученных деталей минимизируются потери на трение при работе в сопряжении с другими элементами конструкции.
Различается несколько видов хонингования:
- Сухое. При таком процессе не участвует смазочная жидкость.
- Вибрационное. Это метод, в котором дополнительную помощь оказывает вибрация.
- Электрохимическое. В процессе не только участвуют механические силы, но и воздействует электрохимический фактор.
- Экструзионное хонингование. На видео представлен весь процесс, который буквально завораживает в процессе просмотра.
- Плосковершинное, или платохонингование.
запись экструзивного хонингования:
Платохонингование по сравнению с обычным имеет свои особенности. Применяется для обработки блока цилиндров.
Между цилиндрами и кольцами существует зазор, который заполняется маслом. Формируется он автоматически в первое время работы двигателя. Для этого с помощью платохонингования поверхностный слой сопрягаемых деталей делается рыхлым. В процессе работы он стирается, и детали надежно прилегают друг к другу. Минимальный оставшийся зазор заполняется маслом.
Главные плюсы
Хонинговка деталей имеет ряд положительных сторон. К преимуществам относятся:
- После проведения хонингования поверхностный слой деталей приобретает повышенную прочность, что сказывается на длительности их эксплуатации.
- Значительно меньший процент получения бракованных деталей. Связано это с тем, что хонинговальный инструмент не создает большого давления на поверхность изделия.
- Широкий выбор зернистости хонинговального инструмента. Это позволяет легче выходить на нужный уровень требований к обрабатываемой детали.
- С помощью хона есть возможность устранения брака при сверлении отверстий на станке.
- Одновременно на оборудовании совершается хонингование нескольких отверстий, что повышает скорость выполнения работы.
Этапы хонингования
После закрепления детали в оборудовании проводятся 2 этапа хонингования:
- Черновой. Ведется с помощью крупнозернистого абразива. На этом этапе изделию придается нужная форма без выдерживания точности размеров.
- Чистовой. С помощью алмазных или керамических брусков идет дополнительная обработка поверхности. В результате изделие получается гладкое, с нужным классом шероховатости, а размеры соблюдаются в пределах допуска.
Мелкозернистый абразив обеспечивает нанесение хонинговальной сетки на поверхности блока, впадины которой заполняются маслом. Это позволяет ему удерживаться на микрорельефе поверхности изделия. Оно не стекает и выполняет смазывающие функции.
После процесса хонингования детали требуют очистки. Чтобы удалить металлическую стружку, сначала применяется абразивная щетка. Потом готовится мыльный раствор, куда окунаются изделия.
Чтобы добиться нужной гладкости, используется абразивная паста. При ее нанесении заполняются все мелкие поры. Эта финишная обработка окончательно устраняет микрочастицы грязи, оставшиеся на деталях.
Используемое оборудование и материалы
Для проведения процесса необходимо наличие оборудования, в которое вставляются бруски для обработки деталей. Это и есть инструмент для хонингования. В процессе работы используется смазывающая жидкость, которая значительно ускоряет операцию.
Количество вставляемых брусков колеблется в пределах 5–8 штук. Чем их больше, тем выше получается класс шероховатости обрабатываемой поверхности.
Хонинговальные станки
Применяемый хонинговальный станок бывает 2 типов:
- Хонинговальный горизонтального типа. На нем выполняются наружные операции с длинными деталями.
- Хонинговальный вертикального типа.
- На вертикальных хонинговальных станках работы ведутся только с внутренними поверхностями, а обрабатываемые изделия имеют небольшую длину.
- В классическом исполнении существуют следующие узлы станка:
- Корпус. Представляет собой сварную конструкцию из труб. Сверху расположен защитный кожух.
- Линейные направляющие с установленными концевыми выключателями. Они необходимы для контроля передвижения каретки в заданных пределах.
- Передвигающаяся каретка.
- Хонинговальный инструмент.
- Насос для охлаждения жидкости.
- Зажимное устройство.
- Электрическая часть.
- Панель управления.
Хонинговальные бруски
Хонинговальные бруски выпускаются на керамической и бакелитовой основе. В качестве абразивного материала используются:
- белый электрокорунд;
- зеленый карбид кремния;
- эльбор;
- алмаз.
Хонинговальные алмазные бруски получили наибольшее распространение. Если в качестве связки используется керамика, то материал инструмента получается пористым и хрупким. В процессе работы из-за его мягкости происходит самозатачивание бруска и отколы от него мелких частиц. Эти микроэлементы попадают на поверхность обрабатываемой детали и наносят царапины.
Алмазный хонинговальный брусок
Хонинговальные бруски на бакелитовой связке таких недостатков не имеют. Они более прочные и эластичные. В процессе хонингования сколы у инструмента отсутствуют, а объем снимаемого металла выше на 20–60%.
Во время выбора твердости хонинговального бруска руководствуются следующими правилами:
- Твердый хонинговальный инструмент ставится для обработки грубой поверхности.
- На обработку короткой заготовки следует ставить более твердый брусок.
- Уменьшение ширины бруска должно сопровождаться увеличением его твердости.
- При увеличении твердости материала обрабатываемой детали должна возрастать мягкость бруска.
Увеличение твердости бруска сопровождается уменьшением его пористости. Это создает затруднение для расположения стружки. Возникает риск налипания металла на хонинговальный инструмент.
Как обрабатывают отверстия не круглой формы
Характерной особенностью хонинговальных станков является их способность обрабатывать любые поверхности. Это могут быть глубокие или несквозные отверстия, шпоночные пазы, канавки. Также обработке поддаются конические элементы и некруглые отверстия.
Происходит это за счет того, что в хонинговальных станках бруски находятся в специальном корпусе, конструкция которого состоит из следующих элементов:
- пневматической камеры;
- двух муфт: подвижной и неподвижной;
- колодок.
В корпусе изготовлены канавки, по которым подается воздух. В процессе работы давление воздушного потока из пневмокамеры прижимает инструмент к обрабатываемой поверхности изделия.
Колодки обладают способностью поворачиваться на необходимый угол. Благодаря этому происходит хонингование любой поверхности вне зависимости от ее конфигурации.
Изменением силы воздушного потока контролируется величина прижима хонинговального инструмента к изделию.
Другой способ – это использование гибких щеток, которые крепятся к эластичным нитям. В итоге возможна обработка поверхности любого контура.
Хонингование в домашних условиях
Чтобы провести такую работу в домашних условиях, необходимо наличие хонинговального ручного инструмента. Кроме того, потребуются:
- электрическая дрель;
- очки для защиты глаз;
- ветошь;
- масло или керосин.
Порядок работы следующий:
- Рабочий инструмент фиксируется в патроне дрели.
- Обрабатываемое отверстие увлажняется.
- Включается дрель, камни сжимаются, и инструмент опускается в отверстие.
- В процессе работы совершаются поступательные движения вверх и вниз.
- Вынимать инструмент из отверстия можно только после его остановки.
- Постоянно ведется наблюдение за формируемым узором поверхности. Получаемые линии должны ложиться равномерно, создавая между собой угол в 60 градусов.
После окончания работы деталь промывается в мыльном растворе, просушивается и покрывается маслом. Оно необходимо в качестве антикоррозийной защиты.
Процесс хонингования наиболее часто применяется в период ремонта двигателя. Такая операция позволяет устранить нарушение параметров агрегата. В итоге у двигателя увеличивается эксплуатационный ресурс, что отдаляет время очередного ремонта.
Возможно, у читателей этой статьи имеются автомобили, которые требовали капитального ремонта. При его выполнении хонингование является обязательной операцией. Может, вы знаете какие-то нюансы в проведении такого процесса? Поделитесь ими в х к этой статье.
Источник:
Хонингование цилиндров двигателя. Что это и зачем его делают?
При производстве и ремонте двигателей внутреннего сгорания используются самые различные технологические и конструктивные решения.
От правильности их выбора зависит совершенство силового агрегата, его безупречная работа и эксплуатационный ресурс.
В данной статье мы поговорим об одной из классических, обязательных при изготовлении или восстановлении ДВС технологий – хонинговании – рассмотрев этот процесс во всех его аспектах.
В чём суть хонингования цилиндров
Выполняют его для того, чтобы снизить шероховатости на стенках цилиндров, при этом улучшается приработка колец и самих поршней. Это заметно продлевает срок эксплуатации отремонтированного мотора.
Во время работы силовой агрегат подвержен достаточно сильному износу и потере своей изначальной формы. Особенно это влияет на цилиндры. Их первоначальная круглая форма становится овальной, на стенках появляются задиры и царапины. В результате капитального ремонта не избежать.
Во время ремонта цилиндры подвергаются растачиванию, а хонингование позволяет сохранить их форму правильной и получить наиболее низкую шероховатость стенок.
Само хонингование — это заключительная фаза при обработке цилиндров.
Если сравнивать все обычные заключительные действия, например, полировку или притирку какой-либо поверхности, то у процесса хонингования повышенная точность и эффективность проведенных работ.
- Точное соблюдение размеров это ключ к увеличению компрессии и уменьшению количества прорывающихся в картер газов, содержащих продукты сгорания.
- Правильная обработка поверхности снижает износ поршневых колец, гарантируя длительный срок их работы.
На новом, перегильзованном или расточенном под следующий ремонтный размер блоке должно обязательно выполняться хонингование цилиндров.
При контроле размеров цилиндров, следят за соблюдением следующих параметров:
- Бочкообразности, корсетности и конусности. Под этими терминами подразумевается разница диаметров в разных частях цилиндра или гильзы.
- Элипсности, под которой подразумевают разницу в диаметрах окружности в разных её точках.
Подобные дефекты появляются в результате небрежного выполнения работ на расточном станке или в процессе эксплуатации силового агрегата.
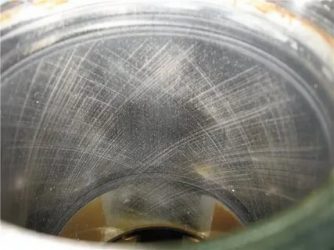
Отдельную проблему представляет достижение необходимых параметров шероховатости. Поверхность не должна быть зеркальной. На ней должны остаться небольшие насечки, получающиеся при прохождении хоном.
Эти насечки необходимы для того, чтобы на них задерживалось моторное масло. Это способствует улучшению смазывания деталей поршневой группы.
В дальнейшем, при обкатке, содержащаяся в лубриканте сера создаст на поверхности цилиндра сульфидную плёнку, уменьшающую износ деталей, поскольку по своим параметрам она значительно твёрже металла.
Источник: https://avtorazborka77.ru/salon/honingovanie-tsilindrov-chto-eto-takoe.html